- Email: sales@weasion.com
- Call: 0086-15757854157





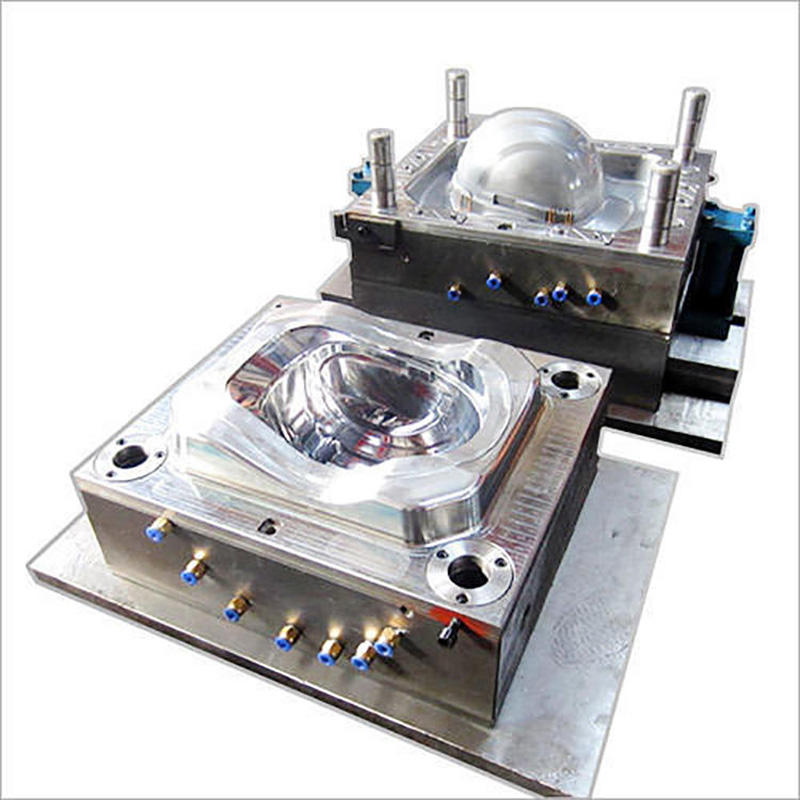
A helmet mold is a crucial component in the manufacturing process of helmets, serving as the foundation for shaping the protective shell and inner liner. These molds are typically crafted from durable materials like steel , ensuring their ability to withstand the high temperatures and pressures involved in the production process. The intricate designs of helmet molds are meticulously engineered to replicate the desired shape and features of the helmet, encompassing both the exterior shell and the impact-absorbing inner liner. With precision and accuracy, helmet molds transform raw materials into protective headgear, safeguarding individuals from various hazards.
The fabrication of helmet injection molds involves a meticulous process that combines engineering expertise, precision machining, and quality control measures to produce durable and high-performance molds. Here's a detailed overview of the helmet injection mold manufacturing process:
Design and Engineering:The journey begins with the conceptualization and detailed design of the helmet mold, utilizing computer-aided design (CAD) software. Engineers meticulously craft the 3D model, incorporating intricate details, dimensional specifications, and material properties to ensure the mold accurately replicates the desired helmet shape and features.
Material Selection:The choice of materials for the helmet mold is paramount, as they must withstand the intense heat, pressure, and wear and tear during the injection molding process. Common materials include high-grade steel, aluminum alloys, and beryllium copper, each offering a balance of durability, machinability, and heat resistance.
Rough Machining:Large blocks of the selected material are subjected to rough machining processes, such as milling, planing, and turning, to establish the basic form and dimensions of the mold components. This initial stage removes excess material and prepares the blocks for more precise machining operations.
Precision Machining:With the aid of computer-controlled machining tools, the mold components undergo precision machining, transforming the rough blocks into intricate shapes with exacting tolerances. This stage involves techniques like milling, grinding, and electrical discharge machining (EDM) to achieve the desired surface finishes and dimensional accuracy.
Heat Treatment:To enhance the mechanical properties and durability of the mold components, heat treatment processes like annealing, normalizing, or hardening and tempering are employed. These treatments alter the microstructure of the metal, improving its strength, resistance to deformation, and overall performance.
Assembly and Testing:The meticulously machined mold components are carefully assembled, ensuring proper alignment and fit. Precision measuring tools and specialized techniques are employed to verify dimensional accuracy and ensure the mold meets the design specifications.
Surface Finishing:To achieve a smooth, high-quality surface finish, the mold components undergo various polishing and finishing processes. This may involve techniques like grinding, lapping, and buffing to eliminate imperfections and enhance the mold's ability to produce flawless helmet shells.
Quality Control:Throughout the manufacturing process, stringent quality control measures are implemented to ensure the helmet mold meets the highest standards. Non-destructive testing methods, such as ultrasonic testing and radiographic inspection, are employed to detect any internal flaws or defects. Dimensional inspection techniques verify the mold's compliance with design specifications.
Trial Molding:Before full-scale production, trial molding runs are conducted to evaluate the performance of the helmet mold. These trials assess the mold's ability to produce helmets with the desired characteristics, including shape, dimensions, surface quality, and part integrity.
Final Inspection and Approval:Upon successful completion of trial molding and thorough quality control checks, the helmet mold receives final approval and is ready for full-scale production. The mold is carefully stored and maintained to ensure its continued performance and the consistent production of high-quality helmets.
The manufacturing of helmet injection molds is a complex and precise process that demands expertise, advanced technology, and unwavering commitment to quality. By adhering to these meticulous steps, helmet manufacturers ensure the production of durable, high-performance molds that churn out protective headgear, safeguarding individuals from various hazards.
Helmet injection molds are characterized by several key attributes that contribute to their effectiveness and longevity:
Durability: Helmet injection molds are crafted from robust materials like high-grade steel, aluminum alloys, or beryllium copper, enabling them to withstand the intense heat, pressure, and wear and tear of the injection molding process.
Precision: The intricate designs of helmet injection molds are meticulously engineered to replicate the desired shape and features of the helmet, ensuring precise dimensions, smooth surface finishes, and accurate part geometry.
Heat Resistance: Helmet injection molds are designed to resist the high temperatures associated with the injection molding process, typically ranging from 200°C to 300°C for thermoplastic materials.
Wear Resistance: The mold surfaces are treated with wear-resistant coatings or surface treatments to minimize abrasion and extend the mold's lifespan.
Structural Integrity: Helmet injection molds are designed with robust structural integrity to withstand the forces exerted during the injection molding process, preventing deformation or cracking.
Cooling Efficiency: Effective cooling systems are incorporated into helmet injection molds to rapidly dissipate heat and ensure proper solidification of the molten plastic, leading to high-quality helmet shells.
Parting Lines: Helmet injection molds are designed with carefully planned parting lines that minimize material flash and allow for easy separation of the mold halves, ensuring clean and precise part ejection.
The lifespan of a helmet injection mold depends on various factors, including:
Mold Material: The choice of mold material significantly impacts its durability and resistance to wear and tear. High-grade steels and alloys typically offer longer lifespans.
Mold Design: Proper mold design, including stress distribution analysis and avoidance of sharp corners, contributes to extended mold life.
Maintenance Practices: Regular maintenance, including cleaning, lubrication, and inspection, helps prevent premature wear and prolongs the mold's lifespan.
Injection Molding Process: Optimized injection molding parameters, such as injection pressure, melt temperature, and cooling time, minimize stress on the mold and extend its life.
Part Ejection Mechanisms: Proper part ejection mechanisms and techniques prevent damage to the mold during part removal.
External Factors: Environmental factors, such as humidity, dust, and corrosive substances, can accelerate mold wear and reduce its lifespan.
By carefully considering these factors, helmet manufacturers can optimize the lifespan of their injection molds, ensuring a cost-effective and efficient production process.
| Name | Plastic Injecition Mold |
| Mould core | P20,NAK80,SKD11,S316,S50C,S45C,718H,718 or customers' appointed |
| Mould base | LKM, HASCO, DME or upon customer's requirement |
| Type of plastic mold | 3-plate mold,2-plate mold |
| Cavity | Single/Multi 1*1,1+1,1*2,1+1+1,etc |
| Mode Gate | Fan gate,Sub gate,Pin Point gate,Valve |
| Ejection system | Stripper plate,Lifter,Push Bar,Ejection Pin etc |
| Runner | Hot/cold type |
| Plastic material | HDPE, PP, nylon, PEEK, LDPE, ABS, styrene, acrylic, acetal, PE, PTFE, PEI, and PES |
| Mould life | 300,000-1,000,000 shots |
| Lead time | 35-100days after deposit received |
| Specification | Follow the 3D final drawing |
| Packaging details | covering with film for anti rust and packed with wooden Case |

A helmet mold is a form that is used to shape the plastic or other material that makes up a helmet.

Copyright © 2024 By plastic-moldfactory